一、可燃气体报警器产品解析
可燃气体报警器是一种专门用于检测环境中可燃气体(如甲烷、丙烷、氢气等)浓度,并在浓度达到预设危险阈值时发出声光报警信号的安全设备。其核心目标是预防火灾、爆炸等安全事故,广泛应用于石油化工、燃气输配、矿井作业、家庭厨房及工业车间等场所。
1. 工作原理与技术类型
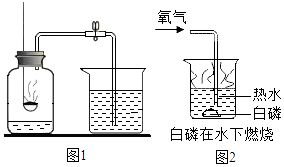
- 传感器技术:主要采用催化燃烧式、半导体式、红外式及电化学式传感器。催化燃烧式利用可燃气体在催化元件表面燃烧产生热量引起电阻变化;红外式基于气体对特定红外光谱的吸收特性,抗干扰性强,寿命长。
- 检测流程:传感器实时检测气体浓度→信号转换为电信号→微处理器分析数据→超过阈值触发报警器(声音、闪光、远程信号传输)。
- 智能功能:现代报警器常具备自检、故障诊断、数据记录、无线联网及联动排风或关闭阀门的功能。
2. 制造关键
制造需注重传感器灵敏度与稳定性校准、防爆设计(符合ATEX或IECEx标准)、外壳防护等级(如IP65防尘防水),并通过严格测试确保可靠性。
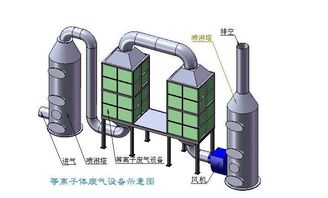
二、液体分离及纯净设备制造概述
液体分离及纯净设备指用于从液体混合物中分离杂质、纯化目标成分的机械装置,涵盖过滤、蒸馏、萃取、膜分离等多种技术,在化工、制药、水处理、食品饮料等行业不可或缺。
1. 主要设备类型与技术
- 过滤设备:如压滤机、离心机,通过物理屏障或离心力分离固体颗粒。
- 膜分离设备:包括反渗透(RO)、超滤(UF)、纳滤(NF),利用半透膜选择性分离溶质或微粒,广泛应用于海水淡化和医药提纯。
- 蒸馏与萃取设备:基于沸点差异或溶解度差异实现液体分离,如精馏塔、萃取塔。
2. 制造核心要点
- 材料选择:根据处理液体性质(腐蚀性、温度压力)选用不锈钢、钛合金或特种塑料。
- 精度控制:膜孔径、蒸馏塔板效率等参数需精密加工与校准。
- 系统集成:常结合自动化控制系统(如PLC)实现连续运行与工艺优化。
三、两者的关联与行业意义
尽管可燃气体报警器与液体分离设备分属安全监控与过程工业领域,但在现代智能制造中紧密关联:
- 安全协同:液体分离过程可能产生可燃蒸汽(如石油化工),报警器可实时监测并保障操作安全。
- 技术交叉:两者制造均涉及传感器、材料科学及自动化技术,共同推动工业4.0发展。
- 市场驱动:随着环保法规趋严和安全生产意识提升,两类产品的智能化和高可靠性需求持续增长。
可燃气体报警器是主动安全的“哨兵”,液体分离及纯净设备是提质增效的“工匠”。深入理解其原理与制造,有助于优化工业流程,构建更安全、高效的生产体系。